| Stempel wykrawający ze zgarniaczem |

| Układ wykrawający TOX® SHR |

| Układ modułowej prasy C-kształtnej |
NEXT
NEXT
Zasadniczo nie ma znaczenia, czy zamierzasz obrabiać: blachę, tworzywa sztuczne, karton, tekstylia lub folie.
Czy chcesz: zamknięte lub otwarte cięcia, cięcia kształtujące (krawędzie wyrównane/płaskie i pełne krawędzie), pojedyncze lub wielokrotne otwory dziurowane za jednym suwem lub dziurowanie + podawanie + kalibracja za pomocą jednego suwu?
Nasze działania na rzecz zapewnienia jakości skutkują maksymalnymi korzyściami dla klientów:
- Czysto przycięte krawędzie
- Precyzja prowadzenia narzędzia
- Minimalny obszar montażowy ze względu na zintegrowane tłumienie efektów cięcia
- Szybkość i ciche działanie
- Optymalne zarządzanie skrawkami
Technologia wykrawania
Zgodnie z normą DIN 8588 rozdzielanie lub the dziurowanie oznacza oddzielanie mechaniczne części detalu bez cięcia za pomocą krawędzi tnących. Dzięki tej procedurze możliwe jest wyprodukowanie dużych ilości precyzyjnych i skomplikowanych części z metalu lub innych materiałów w bardzo krótkim czasie.
Ta procedura może z pewnością służyć do dalszej obróbki półfabrykatów takich jak blachy, półprodukty dla branży motoryzacyjnej lub części plastikowych z branży sprzętu AGD.
Główne grupy dziurowania
Oddzielenie przez cięcie za pomocą elementu stalowego, cięcie za pomocą zbliżających się elementów stalowych i ścierania.
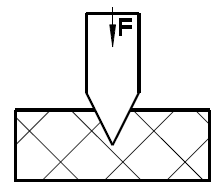
Cięcie za pomocą elementu stalowego
Oddzielanie za pomocą elementów stalowych polega na penetracji elementu stalowego w kształcie klina wewnątrz materiału i jego rozdzieleniu. Cięcie za pomocą elementu metalowego głównie wykorzystywane jest do obróbki miękkich materiałów i do przycinania.
Cięcie za pomocą dwóch zbliżających się elementów stalowych
W przeciwieństwie do cięcia stali, dwa klinowe elementy stalowe penetrują materiał. Przykładem tego typu oddzielania jest ściskanie za pomocą pary szczęk.
Ten proces jest również głównie wykorzystywany do obróbki miękkich materiałów i do przycinania.
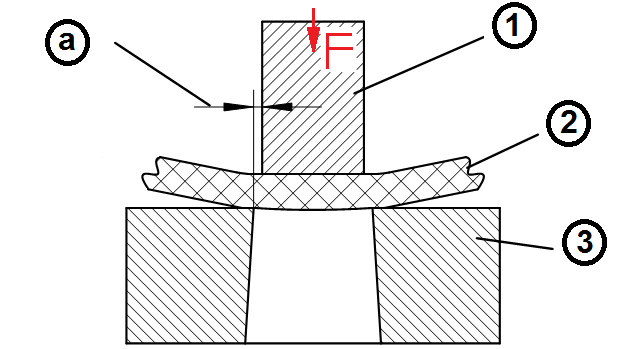
[1] Dziurkarka
[2] Część detalu
[3] Matryca
[a] Luz matrycy
[F] Siła
Ścinanie jest najczęściej stosowanym procesem w przemyśle. Jest to proces bardzo wydajny i ma duże znaczenie ekonomiczne. Proces ten polega na zastosowaniu dwóch klinów tnących przemieszczających się (przynajmniej jeden) względem siebie. Części materiału powierzchni ciętej są przemieszczane względem siebie. Proces ten przebiega w trzech etapach:
- elastyczne odkształcenie
- płynięcie plastyczne
- pękanie
W wyniku zastosowanej siły tnącej blacha ulega elastycznemu odkształceniu, następnie plastycznej deformacji i rozpoczyna się jej płynięcie. Ostatecznie dochodzi do etapu pęknięcia i materiał rozpada się tzn. ulega ścięciu. W przypadku ścinania generalnie rozróżnia się pomiędzy otwartym i zamkniętym cięciem. Przykładem otwartego cięcia jest odcinanie paska metalu (podobnie jak w przypadku cięcia nożycami). Jeśli cała linia cięcia znajduje się w obrębie części detalu, tego typu cięcie określa się jako cięcie zamknięte.
Luz matrycy
Zapewnienie prawidłowego luzu matrycy jest warunkiem optymalnego ścinania, wysokiej jakości cięcia i długiej żywotności narzędzi. Wymagany luz matrycy w szczególności zależy od siły cięcia i grubości blachy.
Tabelę z wartościami luzu matrycy przedstawiono w broszurze TOX®-Systemy wykrawania.
Sekwencja procesu wykrawania
1
Narzędzie montowane jest na prasie lub łuku wykrawającym.
2
Napęd przesuwa górne narzędzie z dziurkarką tnącą w kierunku detalu
3
Zgarniacz osadzany sprężynowo umieszczany jest na części detalu, sprężyny są do siebie dociśnięte.
4
Dziurkarka tnąca opuszczana jest w dół, natomiast napęd powoduje dalszy przyrost siły.
5
Dziurkarka tnąca penetruje blachę, na głębokość 1/3 wgłąb części detalu w przypadku optymalnego luzu matrycy.
6
Otwornica przebija się przez matrycę i powoduje natychmiastowe zwolnienie układu napędowego. To zwolnienie ciśnienia napinającego określane jest również jako „efekt tnący”.
7
Otwornica jest odłączana.
Dobra jakość cięcia narzędzia zależy od:
- rodzaju prowadnicy narzędzia
- rozmiaru luzu matrycy
- rodzaju powłoki elementu tnącego
Konfiguracja konstrukcji i tryb działania narzędzia tnącego mają decydujący wpływ na wynik procesu produkcji. Wprowadzono między innymi rozróżnienie w zależności od typu prowadnicy. Istnieją trzy główne rodzaje prowadnic do narzędzi tnących.
- Swobodne narzędzia tnące
- Narzędzia prowadzone na płycie
- Narzędzia prowadzone na kolumnie lub także prowadzone narzędzia górne, suwaki na szynie prowadzącej / wózku prowadzącym
TOX®-Systemy wykrawające
Szczegółowo opracowany modułowy system firmy TOX® PRESSOTECHNIK zapewnia kompletne rozwiązania prawie do wszystkich zastosowań związanych z wykrawaniem. Konfigurację systemu wymaganą do danej aplikacji przeprowadza się przez wybranie odpowiednich komponentów. Stanowią one podstawę systemu prasy i istnieje możliwość ich połączenia za pomocą Nawigatora systemowego.
Obliczanie parametrów maszyn wykrawających
Aby określić wielkość systemu, konieczne jest dokonanie obliczenia siły tnącej.
Fs= ls x s x ks
Fs = siła tnąca
ls = długość cięcia
s = grubość blachy
ks = wytrzymałość na ścinanie (ok. 0,8 x Rm)
Rm = wytrzymałość na rozciąganie materiału
W przypadku konstrukcji pras szczękowych lub narzędzi, należy dodać wartość bezpieczeństwa wynoszącą około 20 %.
Skośne elementy stalowe mogą w znacznym stopniu zmniejszyć siłę tnącą. Nachylenie pod kątem, maks. 10°
Jeśli całkowita wartość siły tnącej przekroczy 25 kN, należy wykonać pomiary konstrukcyjne.
Projekty klienckie z zastosowaniem TOX®-Systemów wykrawania
zapoznaj się z możliwościami związanymi z programe
więcej informacji